 Improve:
Improve:Companion Line OEE Improvement
As part of the Improve phase the project team has looked at data analysed during the Analyse phase of the project. As graphed in the Analyse phase of my blog, in order for the Companion line to meet an our required OEE of 70% then we must improve our line takt time by 0.48 seconds, 3.10 seconds to 2.62 seconds.

From the Analyse phase of the project, the main items affecting this takt time were:
- Assembly machine paper band faults
- Flowrapper crimp torque faults
- Stopcock machine feeder bowl jam faults
- Operator reaction time to faults
- House keeping 5S
In an effort to address this build up, the project team decided to introduce a maintenance intervention twice per shift, where the Crafts man on duty would clean the cutting blade on the paper band station during operator breaks, therefore removing excessive build up of paper band adhesive.
This action was an interim action to the suppler complaint raised, in order to improve the consistency of the paper band batch received from our supplier.
2) Similar to the paper band station reliability, once the data from the Analyse phase was analysed, it was found that short stops on the Flowrapper caused by crimp torques, were causing significant amounts of downtime that again warranted a maintenance intervention twice per shift, also during the operator breaks. A check sheet to verify the cleaning maintenance on the paper band and Flowrapper crimp stations was put in place.
3) Stopcock machine feeder bowl
 There exists a number of snag points on the Stopcock feeder bowl, once a Stopcock becomes snagged on one of these points a short stop downtime interval occurs, starving the Stopcock assembly machine of Stopcocks. After investigation it was noted that this bowl had in fact been designed for a different type of Stopcock and had been modified in house to feed the Companion line Stopcock, every effort had been made to engineer the snag point out of the bowl for the running of the Companion line Stopcock, the decision was take as part of this project to install a Stopcock feeder bowl track low level sensor on the track leading from the feeder bowl to the assembly machine, once this sensor was not made for a predetermined period of time, then a sounder would go off, alerting the operator to a feeder bowl jam. Also as part of this project a proposal has been brought to Senior Management to apply for a capital investment to replace this bowl.
There exists a number of snag points on the Stopcock feeder bowl, once a Stopcock becomes snagged on one of these points a short stop downtime interval occurs, starving the Stopcock assembly machine of Stopcocks. After investigation it was noted that this bowl had in fact been designed for a different type of Stopcock and had been modified in house to feed the Companion line Stopcock, every effort had been made to engineer the snag point out of the bowl for the running of the Companion line Stopcock, the decision was take as part of this project to install a Stopcock feeder bowl track low level sensor on the track leading from the feeder bowl to the assembly machine, once this sensor was not made for a predetermined period of time, then a sounder would go off, alerting the operator to a feeder bowl jam. Also as part of this project a proposal has been brought to Senior Management to apply for a capital investment to replace this bowl.
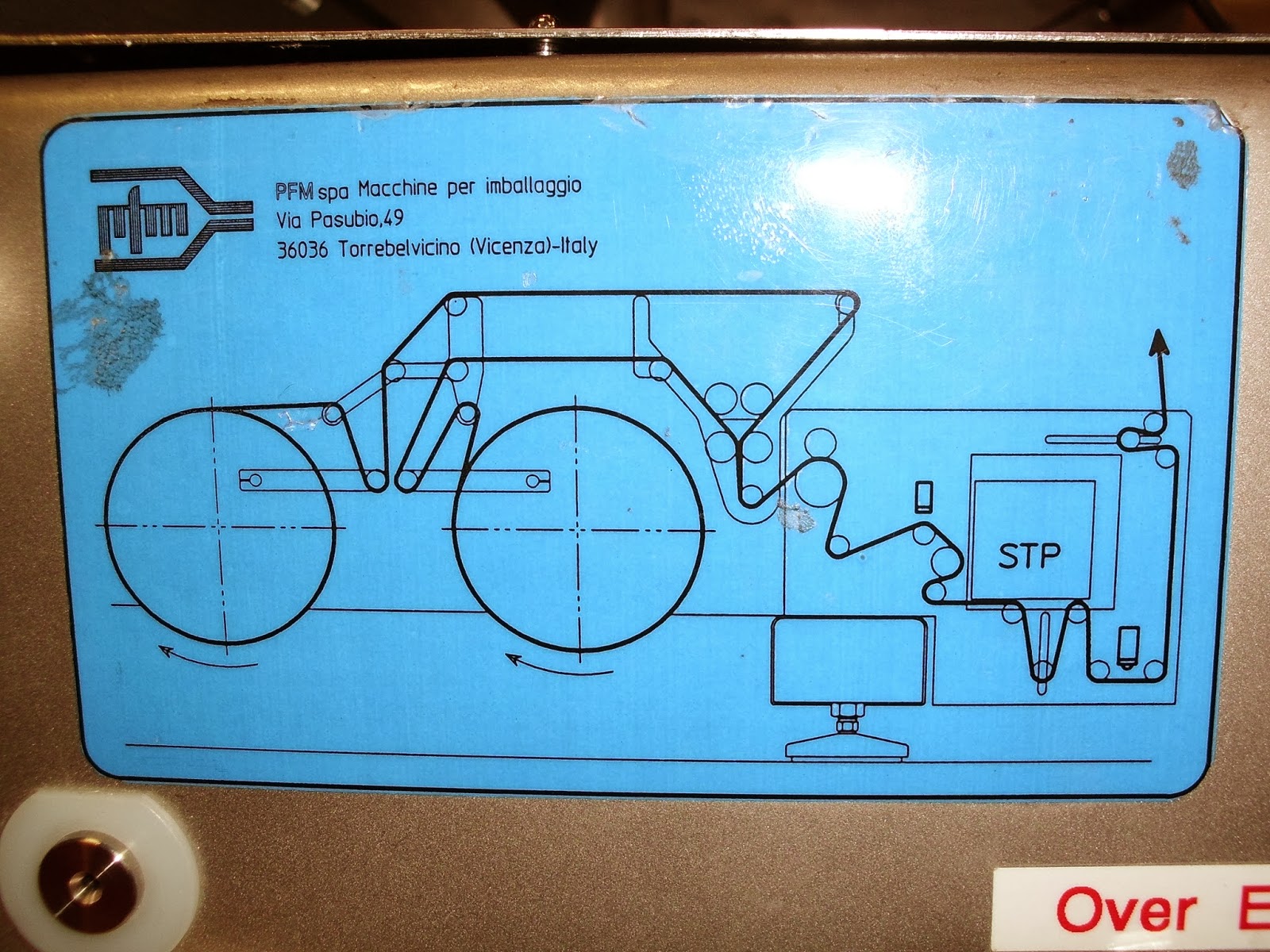
4) Operator reaction times to a machine alarm and also to clear machine alarms was identified as a major contributor to machine down time, in order to assist the operators with their knowledge and training on equipment, machine Job Aids were developed an example of an image taken from the Flowrapper Job Aid can be seen here:
5) Companion Line 5 S;
SECTION
1.0 PURPOSE
To create and maintain an
organised, clean, safe and high-performance Manufacturing Line at the manufacturing facility.
SECTION
2.0 SCOPE
This procedure will
describe the management and control for managing Manufacturing Lines under the
following headings:
- Sort
- Set in order
- Shine
- Standardise
- Sustain
SECTION
3.0 DEFINITIONS AND ABBREVIATIONS
Sort
|
Clearly distinguish
needed items from unneeded items and eliminate the latter
|
Set
in order
|
Keep needed items in the
correct place to allow for easy and immediate retrieval
|
Shine
|
Keep the work area clean
|
Standardise
|
Standardise the first
three S’s
|
Sustain
|
Make a habit of
maintaining established procedures.
|
SECTION
4.0 The 5S process
SORT
Goal is to remove all items
from the Manufacturing Line that are not needed for during production.
5S Red Tag Procedure:
- Identify unnecessary, unneeded, or misplaced items.
- Fill out the 5S red
tag
- Log the red tagged
item into the 5S
Red Tag Register
- Move the item to the
red tag area
- After a given amount of time (typically one week), in the Central Red Tag Area, remove the item as it is no longer necessary.
Examples of red tags
Red Tag
|
|
Red Tag No.
|
|
Date Tagged
|
|
Office Location
|
|
Item
(s) Description
|
|
Quantity
|
|
Reason
for Tagging
|
|
SET IN ORDER
Goal is to arrange needed
items in the office.
- Visually organise the Manufacturing Line
·
Draw
boarders to identify work area’s
·
Provide
a “home address” for each bordered area
SHINE
Goal is to remove dirt and
dust from the Manufacturing Line.
- Determine shine targets
- Set a housekeeping schedule and assign responsibilities. See below an example of a housekeeping schedule.
5S The Manufacturing
Line Housekeeping : Companion 2013 / 2014
|
||||||||||||
Nov 13
|
Dec 13
|
Jan 14
|
Feb 14
|
Mar 14
|
Apr 14
|
May 14
|
Jun 14
|
Jul 14
|
Aug 14
|
Sept 14
|
Oct 14
|
|
Seán
|
||||||||||||
Keith
|
||||||||||||
Martin
|
||||||||||||
Shane
|
||||||||||||
Chris
|
||||||||||||
STANDARDISE
Goal is to create
consistent way of implementing the tasks performed.
- Notice Boards will have at minimum Plant Goals
- 5S Notice Board content standardised
·
T
Cards , Photo of 5S Mfg area • RADOR Diagram
·
Housekeeping
Rota • Housekeeping Checklist
·
Areas
of Responsibility
SUSTAIN
Goal is to have a
discipline that ensures continued success.
- Create 5S radar chart for summarising results.
5S'd Companion Line Inspection area:

No comments:
Post a Comment